
Här beskrivs identifiering, orsaker och åtgärder vid några vanliga problem i samband med vajersågning:
- Ojämn slitning på pärlorna
- Överdrivet slitage
- Vajern skär inte, låg spånskärningshastighet
- Vajersprickor
- Vajern dras ut ur kopplingen
- Pärlorna dras ihop
- Kan inte starta skärningen
Ojämn slitning på pärlorna

Identifiering:
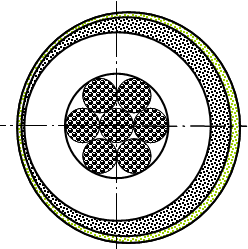
- Slitning på pärlor:
Möjliga orsaker:
- för liten tvinning på vajern
- för mycket spänning (inmatningstryck)
- för lite kylmedel
- för kort avstånd mellan drivhjul och vajeringångs/utgångspunkten
Åtgärder:
- ökad tvinning och kontinuerligt byte av tvinningar
- minska inmatningstryck
- öka vattentillförseln
- öka avståndet
Överdrivet slitage
Identifiering:
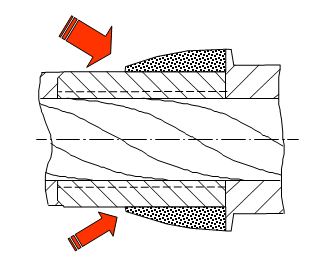
- Slitning pärlorna, slipkornen sticker ut extremt mycket
- Stor konicitet på pärlorna(max. acceptabelØ skillnad 0,4mm)
Möjliga orsaker:
- slipande material
- för kort skärningsbåge
- för lite kylmedel eller felaktig placering av kylmedel
- för låg periferihastighet
Åtgärder:
- välj annan vajerspecifikation
- minska inmatningstrycket
- öka mängden kylmedel, ändra dess placering
- öka periferihastigheten
Vajern skär inte, låg spånskärningshastighet
Identifiering:
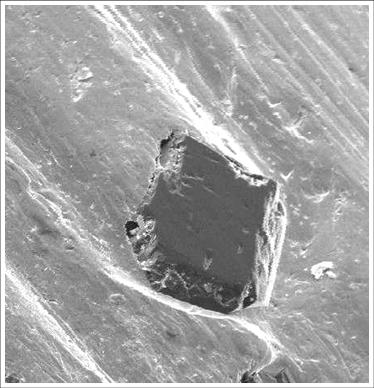
- Diamantslipkornen är täckta av metall
- Platta diamantslipkorn:
Möjliga orsaker:
- mycket hård fyllning
- skärningsbåge för lång
- för hög periferihastighet
- grov armerad betong
Åtgärder:
- omslipning i slipande material, minska periferihastigheten
- minska skärningsbågen, använd stödhjul
- minska periferihastigheten
- byt till en lösare bindning
Vajersprickor
Identifiering:
- överdriven slitning av förbindelsen
Möjliga orsaker:
- för hög spänning, fastklämning i skärningen
- skarpa kanter
- för snäv radie
- starka vibrationer i vajern
Åtgärder:
- minska inmatningshastigheten
- knäck kanterna,
- använd stödhjul
- minska längden på den fria vajern
Vajern dras ut ur kopplingen
Identifiering:
- sned skärning, ej rakt
- överdriven slitning av kopplingen
Möjliga orsaker:
- fel tryck
- för hög spänning, fastklämning
- skarpa kanter
- för snäv radie
- vajern skars av med kabelsax:

Åtgärder:
- vajern ska skäras av med kapskiva
- använd rätt tryck (se rekommendation)
- minska inmatningstrycket
- knäck kanterna,
- använd stödhjul
Pärlorna dras ihop
Identifiering:
- för hög spänning i vajern
- brist på kylmedel, varmgång
- vajern slirar på drivhjulet
- omedelbar fastkörning
Åtgärder:
- minska inmatningstrycket
- öka mängden kylmedel,
- använd fler munstycken
- öka spänningen i vajern
- Materialet går ihop (spänningar)
Kan inte starta skärningen
Identifiering:
- för hög spänning i vajern
- skarpa kanter
- varierande diameter på vajern
- ny vajer i ett gammalt trångt snitt
- skärningsbåge för lång
Åtgärder:
- minska inmatningstrycket
- knäck kanterna,
- använd stödhjul
- använd vajrar med liknande diametrar (diff. max. 0,2 mm)
- använd den gamla, begagnade vajern för att avsluta skärningen.